
DILLIDUR 450
材料技術資料,2016年4月版1
?
耐磨鋼板
DILLIDUR 450為出廠交貨狀態(tài)名義硬度達450 HBW的耐磨鋼板。
DILLIDUR 450推薦在要求材料具有優(yōu)良的可加工性能,尤其是優(yōu)良的焊接性能的較高磨損環(huán)境中應用。
應用實例:土方機械、裝載機械、挖泥船、翻卸式礦車、輸送設備、自卸車、刀刃、切斷破碎機、廢物處理及回收設備等。
產(chǎn)品描述
供貨尺寸
依供貨大綱,DILLIDUR 450可供厚度為8mm(1/3英寸)2 到100mm(4英寸)2,其他尺寸要求可另議。
化學成分:
基于熔煉分析,各成份適用以下極限值(%)
| C | Si | Mn | P | S |
| ≤ 0.25 | ≤ 0.70 | ≤ 1.60 | ≤ 0.025 | ≤ 0.010 |
根據(jù)厚度不同,會選擇添加下列一種或幾種合金元素:
| Mo | Ni | Cu | Cr | V | Nb | B |
| ≤ 0.50 | ≤ 0.80 | ≤ 0.30 | ≤ 1.50 | ≤ 0.08 | ≤ 0.05 | ≤ 0.005 |
鋼水經(jīng)全鎮(zhèn)靜和細晶粒化處理。
碳當量參考值:
| 鋼板厚度 [mm] | 10 | 40 | 80 |
| CEV a | 0.46 | 0.55 | 0.69 |
| CET b | 0.34 | 0.36 | 0.39 |
a CEV =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
b CET =C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40
?
?
1 本資料介紹內容為產(chǎn)品描述,并可能不定期更新。http://www.dillinger.de
2 括號內的近似轉換值僅供參考。
交貨狀態(tài):
控溫水淬
交貨狀態(tài)機械性能
硬度
室溫表面布氏硬度:420-480 HBW
橫向試樣室溫拉伸試驗(20mm 厚鋼板參考值)
抗拉強度:1400 MPa(203 ksi)3
屈服點:950 MPa(138 ksi)3
延伸率:11% (Lo = 5.65 √So)
DILLIDUR 盡管具有很高的拉伸性能,但并不適用于強調安全性的應用,此時,請選用高強度鋼板 DILLIMAX。
縱向試樣V缺口夏比沖擊試驗(20mm 厚鋼板參考值)
夏比沖擊功:35 J at -20°C(-4°F)3
試驗
表面布氏硬度每爐和每40噸測試一次。
鋼板標識
如無其他約定,鋼板的鋼印標識至少包括以下內容:
- 牌號(DILLIDUR 450)
- 爐號
- 母板號和鋼板號
- 鋼廠標志
- 檢驗員簽標
加工性能
用戶采用的整套加工工藝及應用技術對由本材料制造出的產(chǎn)品的可靠性至關重要。應確保設計、構造和加工方法適用于本材料,符合加工者須遵循的最新加工工藝要求及產(chǎn)品的目的用途要求。用戶應自行進行材料選型,并充分考慮本材料高強度和高硬度的特性,遵循符合EN 1011-2(焊接)和CEN/TR 10347(成型),并符合安全生產(chǎn)國家規(guī)范的工藝推薦。
3括號內的近乎轉換值僅供參考。
冷成型
盡管DILLIDUR 450具有高硬度和高強度的特性,但仍可通過折彎進行冷成型。應注意的是,隨著屈服強度的提高,同樣厚度鋼板所需的成型力也要提高,回彈力也會加大。為避免邊緣開裂的危險,應打磨冷彎區(qū)域的火焰切割邊或剪切邊。另外,還建議對在折彎時承受張應力的折彎外側邊緣進行輕微圓滑過渡打磨。
加工過程中,須采取必要的安全措施,確保人員不會置于成型中可能出現(xiàn)飛斷工件的危險之下。
冷成型在不產(chǎn)生表面缺陷的情況下,通常可以實現(xiàn)以下參數(shù)(t為板厚):
| ? | 最小彎曲半徑 | 最小下模開口寬度 |
| 橫向 | 5t | 14t |
| 縱向 | 6t | 16t |
熱成型
DILLIDUR 450的硬度來源于奧氏體化溫度的加速冷卻。要想在熱成型后硬度無明顯下降,須輔以后續(xù)重新淬火處理才有可能。然而,重新淬火后獲得的硬度會有別于鋼板出廠時檢測的硬度,這是因為加工廠淬火設備的冷卻效率一般都低于生產(chǎn)鋼板時的淬火設備。
本材料可在加熱至約200°C(390°F)(瞬間可達250°C(482°F))時,硬度不會顯著下降。
火焰切割和焊接
火焰切割應遵循以下最低預熱溫度:板厚26mm及以下,50°C(122°F);
板厚26~52mm及以下,100°C(212°F);板厚52mm以上,125°C(257°F)。
手工電弧焊應選用低殘留濕氣的堿性包敷焊條(必要時,應按焊條生產(chǎn)商的要求進行干燥處理)。
此外,以下幾點建議也應予以考慮:
- 進行對接焊時,15mm厚以下鋼板在有利的工藝條件下可無需預熱。
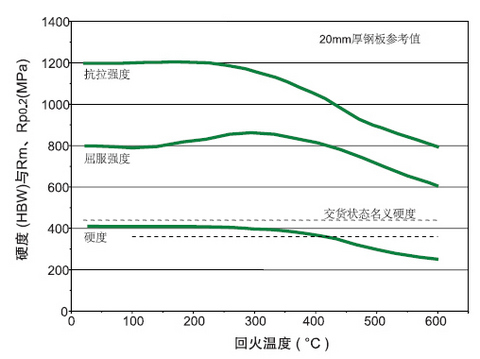
- 關于DILLIDUR 450預熱的更多資料,請參見技術手冊“DILLIDUR —— 抗磨損概念”。無論如何都必須避免超過200 °C(390°F)的預熱,因為它將造成硬度下降(參見下圖)。
- 定位焊、根部焊道和填充焊道應當選用低屈服強度焊材。如果焊接點需要承受磨損,也只在后期焊道使用可產(chǎn)生母板相匹配硬度的耐磨焊材。
熱處理
下圖顯示了硬度或強度隨熱處理溫度的一般變化:
機械加工
DILLIDUR 450 加工可使用高速鋼鉆頭,尤其是鈷合金高速鉆頭。如果采用適當?shù)倪M鉆速度和鉆速配合,則鉆頭可以實現(xiàn)滿意的使用壽命。
一般交貨技術要求
除另有約定外,一般交貨技術要求使用EN 10021標準。
公差
除另有約定外,公差要求參照EN 10029,厚度適用A級別。
表面質量
除另有約定外,參照EN 10163-2標準,適用A2級別。
總注
如因目的用途或后續(xù)工藝原因,對材料有本資料未涉及的其他特殊要求,可在訂貨前協(xié)商一致。
本資料介紹內容為產(chǎn)品描述,并可能不定期更新。
關于DILLIDUR 450的應用和加工,更詳細的資料請參見技術手冊“DILLIDUR —— 抗磨損概念”。
?
標簽:耐磨鋼板 進口耐磨鋼板 德國耐磨鋼板 高強度耐磨鋼板